Method 1 : Decide by projected area of molded product (Product size(Width(M) x Length(M))
For example :
Product outer dimension : 1M(Width) x 1M(Length)
Projected Area : 1m(W) * 1m(L) = 1 M2
Method 2 : Decide by developed area of molded product
Developed Area : Projected area + side steep area x steep coefficient(1/3 or 1/4)
If product steep is high, steep coefficient : 1/3
product steep is low, steep coefficient : 1/4
For example :
Product outer dimension : 1M(Width) x 1M(Length)
profile area : 0.8M(Width) x 0.8M(Length)
Projected Area : 1m(W) * 1m(L) = 1 M2
Development Area : 0.8M* 0.8M * 1/4 = 0.16 M2
Total Area : 1.16 M2
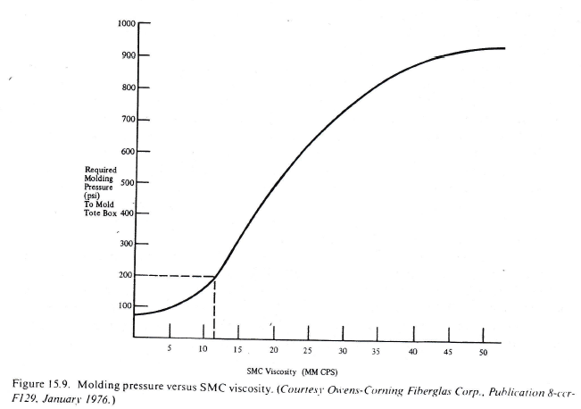
(2) Decision of Molding Pressure/SQM for SMC
LoreDDD
To be practical, SMC must be non-tacky so that it can be handled at the press. Some compounds can be formulated to be non-tacky at 2-12 million centipoises, but most go to 30 million and up. Please check your SMC viscosity from your SMC supplier. For example) Our current using SMC viscosity : 40,000,000 cps (400,000 ps) According to upper graph(Molding pressure versus SMC viscosity), 850 psi(=597 TON/SQM)
(3) Final molding pressure for SMC
= MOLDING AREA X MOLDING PRESSURE/SQM
For example)
method 1) 1 sqm * 597 ton/sqm = 597 ton