You have to know that a good matched metal chrome plated steel mold is required for optimum production conditions when one is molding bulk molding compound (BMC) or sheet molding compound (SMC) parts. When the mold maker is expected to design the mold, the molder must furnish the following minimum information:
1. Part print
2. Master model
3. Size of press to be used with the mold, including mounting hole patterns, etc.
4. Expected molding pressure
5. Type of molding compound to be used
6. Molding material shrinkage
7. Ejector cylinder line pressure
8. Operating temperature ranges for both core and cavity
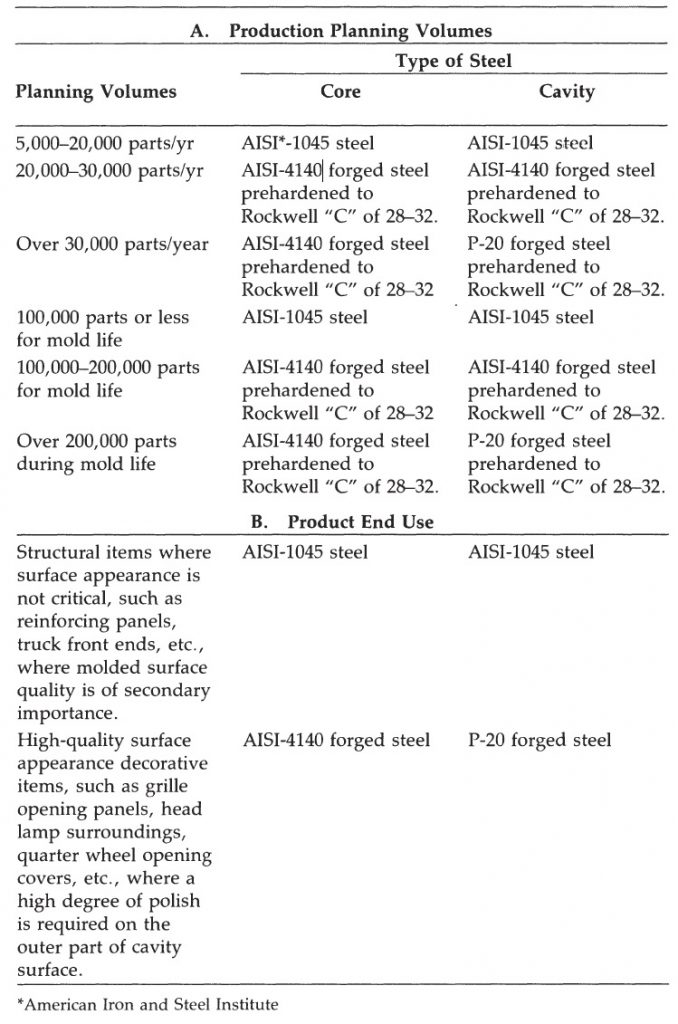
9. Type of steel to be used.